只需一步,快速开始
该用户从未签到
举报
签到天数: 7 天
[LV.3]偶尔看看II
签到天数: 5 天
[LV.2]偶尔看看I
签到天数: 1 天
[LV.1]初来乍到
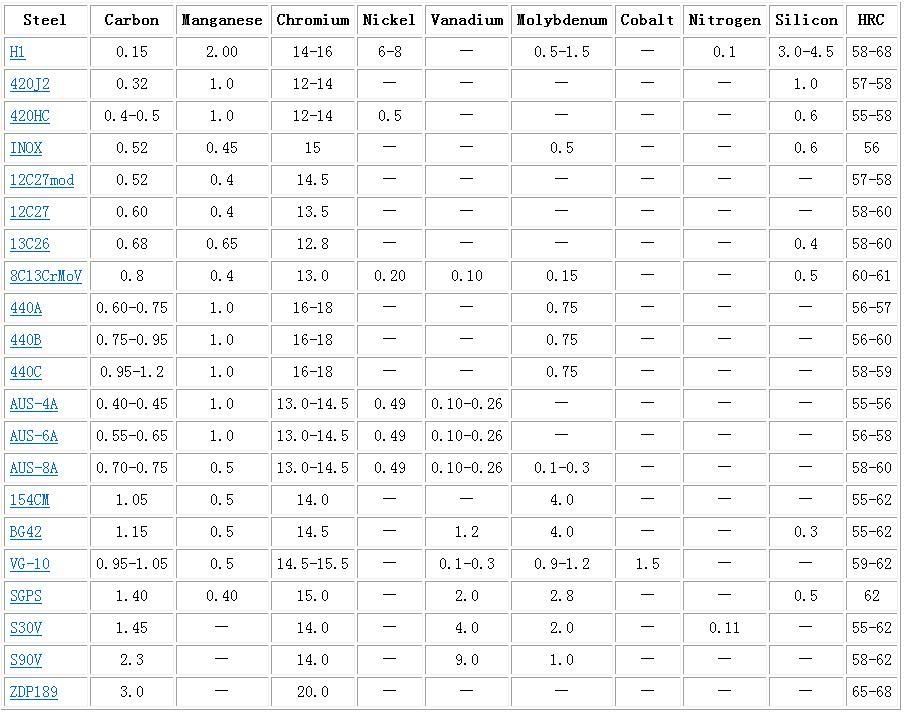
原帖由 兵不血刃 于 2008-5-6 16:46 发表 从经济成本、内部结构、热处理等因素看,S30V和BG42不在一个层面······
原帖由 realjam 于 2008-5-6 15:45 发表 我觉得:cpm154cm 将会比较流行,可能会取代s30v的位置。 154cm本身性能就被广泛认可,热处理各家都很有经验,加上粉末冶炼对性能的提升,没有理由不红。
原帖由 liushupu 于 2008-5-6 16:45 发表 参考楼上说的,俺的感觉就是BG42的钢材成本高,废品率高,所以不少刀厂选用S30V.(这里只是比较两种钢材的成本)
签到天数: 9 天
原帖由 jasonp 于 2008-5-6 22:01 发表 厄.....其实我觉得不一定 粉末冶炼对154CM的性能有多大提高现在我们并不知道......
签到天数: 3 天
原帖由 hht1977 于 2008-5-8 21:01 发表 关于这个问题,比较一下ATS34和RWL34就知道了! 对于你说的S30V就是粉末版的BG42更是不敢苟同! S30V的Cr含量是14%?出自哪里?
签到天数: 81 天
[LV.6]常住居民II
签到天数: 51 天
[LV.5]常住居民I
签到天数: 19 天
[LV.4]偶尔看看III
本版积分规则 发表回复 回帖后跳转到最后一页
小黑屋|KNIFRIEND 资讯网 ( 京ICP备20015152号-2 )
GMT+8, 2026-6-14 04:06
Powered by 刀友论坛
© 2001-2020 刀友论坛
京公网安备 11010502042808号




 发表于 2008-5-6 16:01
发表于 2008-5-6 16:01

 发表于 2008-5-6 16:08
发表于 2008-5-6 16:08

 楼主
楼主 出自哪里?
出自哪里?